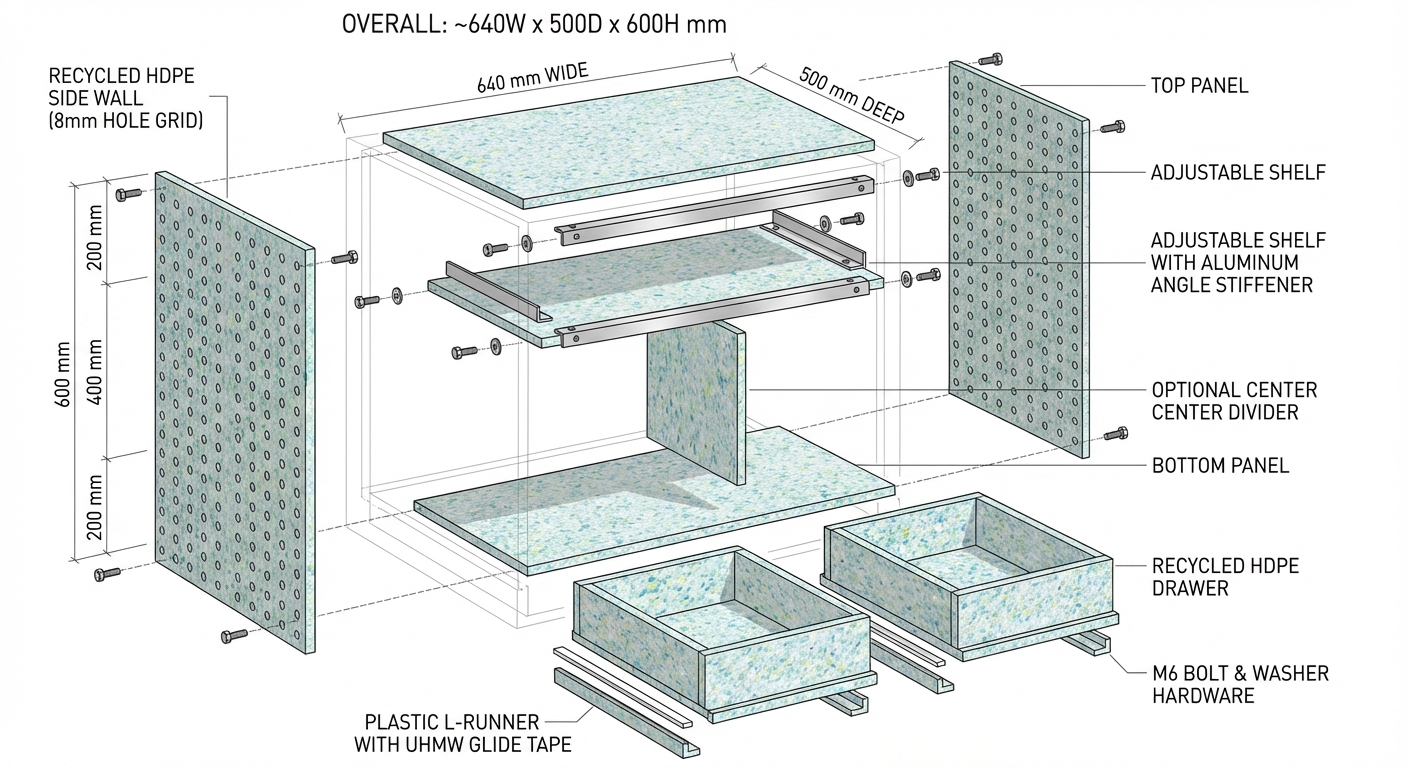
Exploded overview: 600 mm cell module with reversible joinery and bolt-on stiffeners.
Modular, heavy‑duty shelving and drawer system from recycled plastic sheets (2×1 m, up to 20 mm)
Summary
- Goal: Build a reconfigurable, heavy‑duty shelf/drawer system using recycled plastic sheet stock. All joints are mechanical (no glue) so walls and floors remain reusable.
- Sheet size: 2000 × 1000 mm, thickness up to 20 mm (recommend 15–20 mm for structural parts).
- Cell widths: 200, 400, 600 mm internal clear widths. Depth: standardized at 500 mm external to maximize 2 m sheet yield. Heights in 200 mm increments.
- Tools: Table saw, CNC router, drill press, lathe (for spacers/bushings/rollers), plus hand tools.
Why recycled plastic?
- Impact/abrasion resistant, easy to clean, moisture‑proof.
- Works well with reversible fasteners (bolts, cross‑dowels, inserts) and dovetail/slot geometry cut on CNC.
- Note: HDPE/PP creep under sustained loads; design for stiffness first, and use short spans or stiffeners for heavy parts.
Core design concept
- Carcass: Side walls with a front and rear stretcher and optional back rails. Internal shelves and/or drawers mounted to an indexed hole grid or dovetail slots. No adhesives; everything bolts or slides together.
- Module grid: Internal clear widths of 200/400/600 mm; standard external depth 500 mm; height in 200 mm increments.
- Reuse: Universal hole/slot patterns and bolt‑through joints allow disassembly, resizing, or repurposing panels.
Standard module dimensions (20 mm sheet)
- Internal widths: 200, 400, 600 mm
- External widths: 240, 440, 640 mm (adds 2 × 20 mm side walls)
- External depth: 500 mm (shelf top/bottom 500 deep). Internal clear depth typically ~460 mm if you add a 20 mm rear rail and 20 mm front face; otherwise ~480 mm open.
- Height: stack in 200 mm internal modules (e.g., 400, 600, 800 mm external, etc.)
Load and stiffness guidance (20 mm HDPE/PP, 500 mm shelf depth)
- Governing limit is deflection and long‑term creep rather than ultimate strength.
- Keep unsupported shelf spans ≤ 400 mm for heavy items if using flat 20 mm shelves.
- Strategies for 600 mm internal width:
- Add a removable center divider (splits span to 2 × 300 mm).
- Bolt on under‑shelf stiffeners (aluminum angle 30×30×3 mm along front and back edges) or a removable center beam (e.g., 40×20×2 mm aluminum tube).
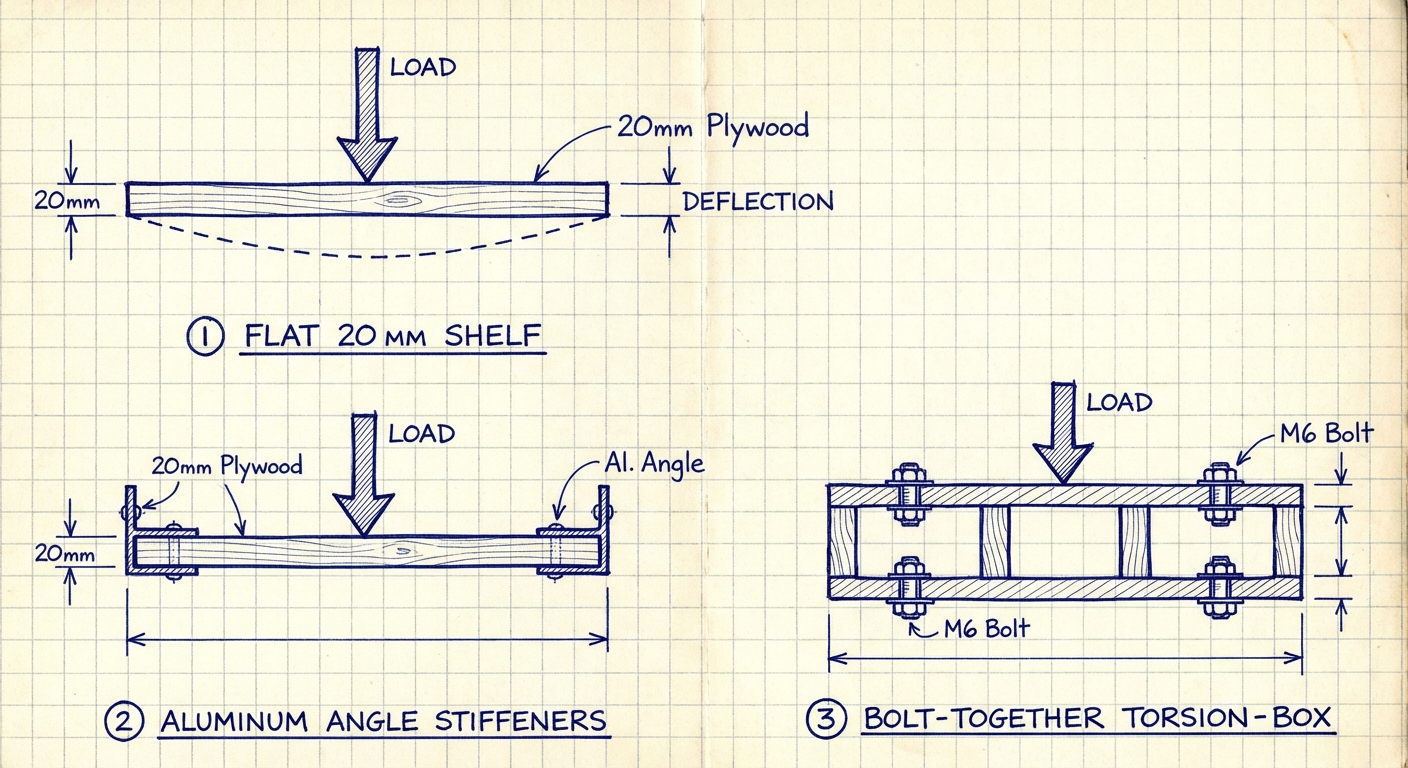
- Use a bolt‑together torsion‑box shelf (see below) if you need long spans with small deflection.
- Approximate uniform load to 3–5 mm mid‑span deflection with a flat 20 mm shelf (conservative):
- 200 mm span: effectively governed by creep and fasteners; deflection is very small — practical loads > 100 kg are possible with proper supports.
- 400 mm span: target ≤ 80–100 kg long‑term when supported along side walls; use front/back angle stiffeners for better rigidity.
- 600 mm span: limit ≤ 30–50 kg unless you add stiffeners or a center divider. With a center divider or twin angles front/back, 80–120 kg is reasonable.
- Always spread loads, use washers, and avoid point loads.
Joinery (reversible)
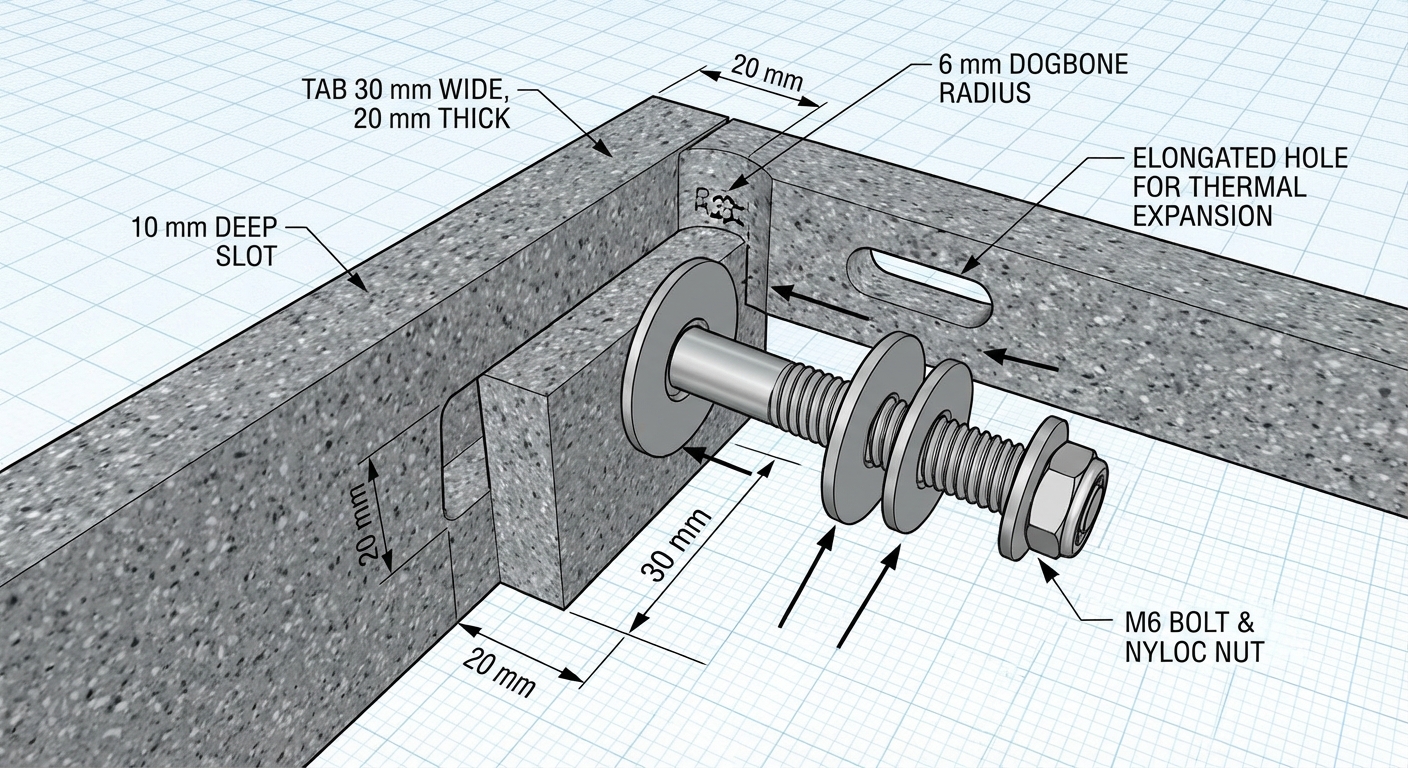
- Primary joints: CNC tab‑and‑slot plus bolt‑through with M6/M8 machine screws, penny washers, and nyloc nuts or cross‑dowels.
- Adjustable shelves:
- Option A: 8 mm peg/bolt hole grid at 50 mm pitch; shelves sit on bolt‑on cleats or shelf pins.
- Option B: CNC dovetail pockets in side walls; shelves have mating dovetail tongues that slide in/out (very rigid and tool‑less). Keep draft 7–10°; add 1–2 mm clearance for plastics.
- Drawers: Use bolt‑on runners from plastic L‑profiles with UHMW tape, or off‑the‑shelf metal slides (still reversible). Lathe scrap can be used to turn nylon/HDPE rollers.
- Thermal expansion: Plastics move ~0.12–0.20 mm per meter per °C. Use elongated holes along width on stretchers and back rails, and don’t over‑constrain; always use large washers.
Panel reuse strategies
- Mirror‑symmetric hole patterns and consistent datum edges.
- Fasteners only in holes/slots; no adhesives or solvent welding.
- Use replaceable wear strips/tapes for sliding surfaces.
- Label parts with engraved IDs near edges (3 mm text) to keep surfaces reusable.
Material and hardware
- Plastic: Recycled HDPE or PP sheets, 15–20 mm for structural panels; 10–15 mm acceptable for nonstructural dividers/drawer fronts if available.
- Fasteners: M6 stainless or zinc‑plated bolts, washers, nyloc nuts; optional M6 cross‑dowels. Consider heat‑set inserts only in non‑critical features.
- Stiffeners (optional): Aluminum angle 30×30×3 mm or 40×40×3 mm; aluminum rectangular tube 40×20×2 mm as a center beam.
- Low‑friction: UHMW tape on runners; PTFE washers at pivots.
Standard hole/slot pattern
- Upright walls: 8 mm holes at 50 mm vertical pitch, two rows 30 mm from front/back edges. Start first hole 40 mm above base to clear bottom rail.
- Cross rails: 10×20 mm slots at ends for M6 bolts to allow expansion.
- Dovetail option: 12 mm deep pockets, 10° dovetail; shelf tongues 10–11 mm tall with 0.5–1.0 mm side clearance.
Cut planning from a 2×1 m, 20 mm sheet (examples)
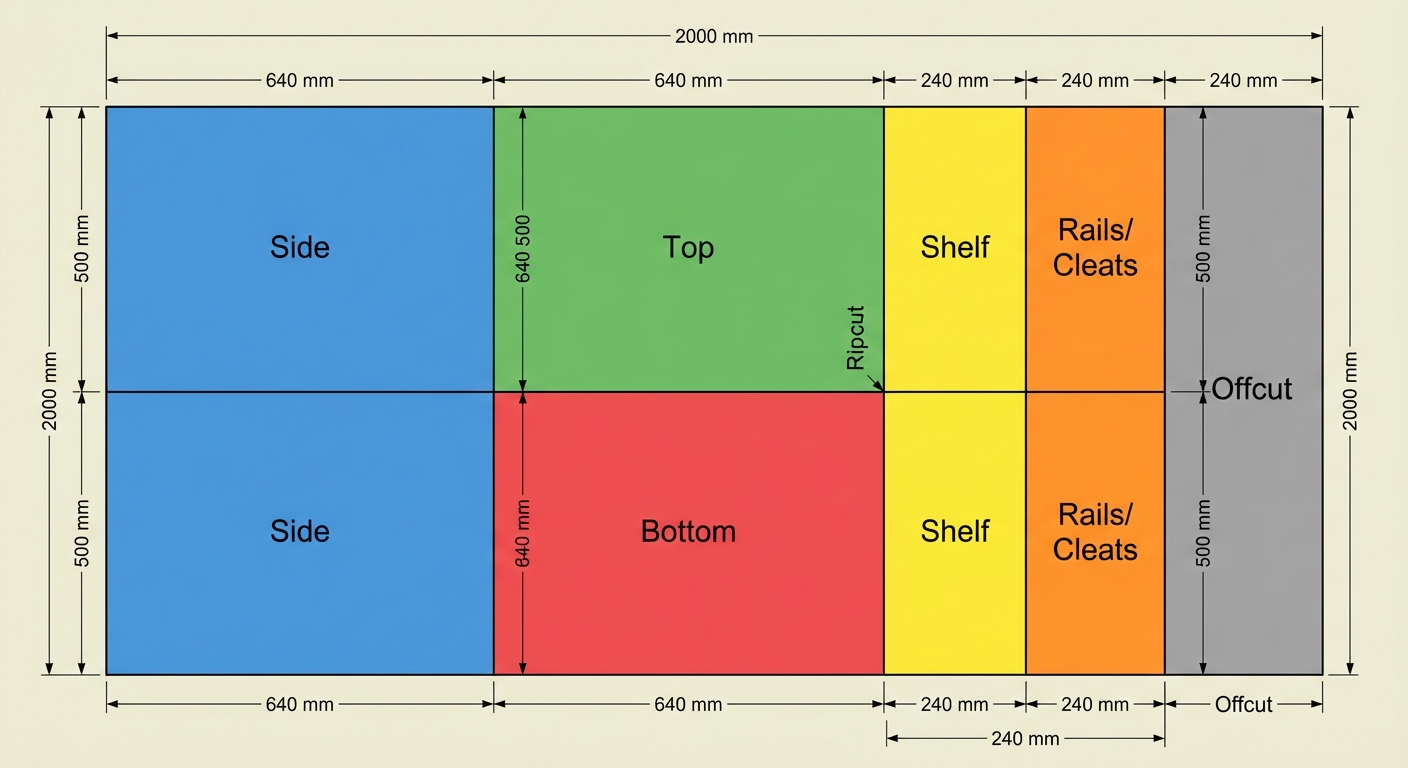
- Target external depth 500 mm to cleanly rip the 2000 mm length into 4 equal panels (4 × 500 = 2000).
- Example yields:
- One 600‑mm module (Wext 640 × D 500 × Hext 600) with two shelves:
- From 1000 mm width: rip 640 + 240, leaving 120 mm trim/cleats
- From 2000 mm length: cut 4 × 500 mm segments (tops/bottoms/shelves)
- Parts: 2 sides 600 × 500; 1 top 640 × 500; 1 bottom 640 × 500; 2 shelves 600 × 480; rails/cleats from offcuts.
- Two 400‑mm modules (each Wext 440 × D 500 × Hext 600):
- From 1000 mm width: 2 × 440 (plus 120 mm cleats)
- From 2000 mm length: 4 × 500 segments
- Parts per module: 2 sides 600 × 500; 1 top 440 × 500; 1 bottom 440 × 500; 2 shelves 400 × 480; rails from offcuts.
- Triple‑stack 200‑mm cells: Use the offcuts (120 mm wide strips) laminated as cleats/stiffeners or split into runners.
- One 600‑mm module (Wext 640 × D 500 × Hext 600) with two shelves:
Shelf options (reusable)
- Flat shelf: Single 20 mm sheet, edges eased. For 600 mm width use front/back aluminum angles (bolt‑on) or a removable center divider.
- Torsion‑box shelf (bolt‑together):
- Two skins (e.g., 2 × 10–15 mm) with 40–50 mm deep internal ribs at ~200 mm spacing; bolt through a grid of M6 countersunk screws into cross‑dowels or nylocs. Massive stiffness increase; fully demountable.
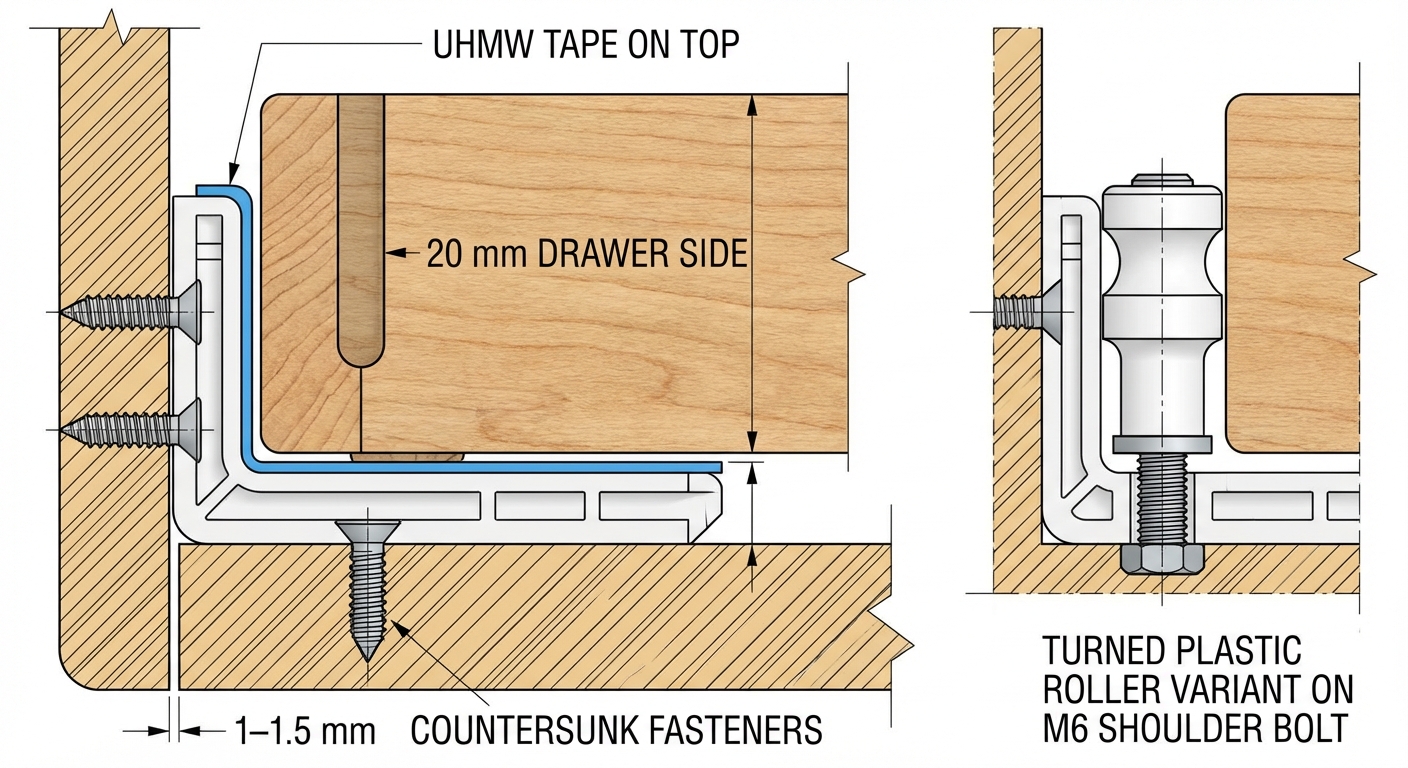
Reconfigurable drawer runners: tape-on glide or lathe-turned rollers.
Stiffness strategies to keep deflection and creep under control.
Optimized cut plan: 500 mm depth modules yield cleanly from a 2 m sheet.
Reversible tab-and-slot with expansion slot and through-bolt fastening.
- Boxed edge shelf: 20 mm core with 40 mm tall edge strips bolted to front and back to form an L‑beam; simpler than full torsion box.
Drawer system (20/40/60 cm widths)
- Carcass: Same side walls; add front and rear rails.
- Runners:
- Plastic L‑runner: 20 × 40 mm L‑profile cut from sheet and bolted to sides; apply UHMW tape on the horizontal surface.
- Roller runner: Turn 20–25 mm OD nylon/HDPE rollers on the lathe; mount on M6 shoulder bolts into slotted holes for adjust.
- Off‑the‑shelf slides: 45–55 mm full‑extension slides, M5/M6 bolts and washers.
- Clearance: Leave 1–1.5 mm per side (2–3 mm total) for plastic‑on‑plastic runners; 12–13 mm per side for many metal slides.
- Drawer box: 20 mm sides, 20 mm base; screw/bolt construction. Add a 20 mm front with pull. For heavy parts, use a 20 mm sub‑base and add a bolted angle stiffener under the drawer bottom.
Fastener patterns (examples)
- Tab‑and‑slot: 30 mm wide tabs, 10 mm deep; 6 mm corner dogbones. Through‑bolt each tab with M6 + large washers.
- Cleats: 20 × 40 mm strips bolted to sides (2 × M6 per 200 mm of span).
- Stiffener angles: drill 6.5 mm clearance holes at 100–150 mm spacing; bolt to shelf front/back.
Build steps: one 600‑mm module, shelves + two drawers
- Cut panels
- 2 × sides 600 × 500 × 20 (uprights)
- 1 × top 640 × 500 × 20; 1 × bottom 640 × 500 × 20
- 2 × shelves 600 × 480 × 20 (trim depth to suit back rail)
- 1 × center divider 560 × 480 × 20 (optional, to split span)
- Rails/cleats from 120 mm offcuts
- CNC machine features
- Side hole grids: 8 mm at 50 mm pitch, two rows per side (30 mm from edges)
- Bottom/top: end slots 10 × 20 mm for M6 bolts into sides
- Shelves: front/back 6.5 mm holes at 100–150 mm spacing for angles; optional dovetail tongues
- Drawers: drill runner holes per chosen hardware
- Dry fit and drill
- Test fit tabs/slots; deburr and ease edges (2 mm chamfer or 2 mm radius)
- Drill through‑holes to final size on drill press; add slot elongation where needed
- Assemble carcass (reversible)
- Bolt bottom and top between sides using M6 screws, penny washers, and nylocs. Use elongated holes on the panels that span the width.
- Add rear rail(s) from offcuts; bolt with slotted holes for expansion
- Level and square; measure diagonals
- Fit shelves
- Option A: bolt angles to shelf front/back; drop shelf onto cleats or pins
- Option B: slide dovetail shelves into wall pockets
- Add center divider if using a 600 mm module under heavy load; bolt to shelf undersides via slotted brackets
- Build drawers
- Box up drawer; ensure 2–3 mm total side clearance for plastic runners
- Install runners; test travel; add UHMW tape to bearing surfaces
- Add front and pull; ensure squareness
- Stack/anchor
- Add bolt‑on stacking clips between modules (use 8 mm locator pins + M6 bolts)
- Anchor to wall/floor if storing very heavy parts
Machining tips for plastics
- Table saw: Use sharp, triple‑chip grind blade. Moderate feed to avoid melting; support work to prevent chatter.
- CNC router: Single‑flute O‑bit or 2‑flute upcut for HDPE/PP. Start 18–24k RPM, 3–6 m/min feed, 4–6 mm DOC; adjust to produce chips (not dust).
- Drill press: Use brad‑point or standard twist drills; step up bit sizes; back the hole to avoid blowout. Low–moderate speed.
- Edge finishing: Light flame pass or scrape with a deburring tool; avoid overheating.
Bill of materials (one 600‑mm module example)
- Plastic sheets: ~1 × 2000 × 1000 × 20 mm (carcass + 2 shelves + rails). Add another sheet or 10–15 mm stock for more drawers.
- Fasteners: ~60–80 × M6 × 20–35 mm machine screws; matching nylocs; 120+ large OD washers
- Stiffeners (optional): 2 × 640 mm long 30×30×3 mm aluminum angle; 1 × 600 mm long 40×20×2 mm tube (if no center divider)
- Low friction: 2 m UHMW tape, 20–25 mm turned rollers (optional)
Reconfiguration and reuse
- All joints are bolted; disassemble with Allen keys and spanners
- Universal hole grids let shelves/drawers move between modules
- Stiffeners and dividers are bolt‑on/removable
- Keep a bin of standard M6 hardware and spare cleats/runners from offcuts
Variants
- Deeper modules: change depth to 400 or 600 mm. For 600 mm depth, re‑optimize cut plan (2000 mm ÷ 600 mm = 3 panels with offcut).
- Mobile base: bolt panels to a dolly with locking casters; add corner gussets.
- Worktop: add a sacrificial 10 mm skin on top, bolted through slotted holes.
Notes on safety and durability
- Distribute heavy loads; heaviest items lowest.
- Use anti‑tip anchors for stacked modules.
- Re‑check bolt torque periodically (plastics can cold‑flow slightly under washers).
If you share a target load and a preferred cell mix (e.g., 2 × 600 + 3 × 400), I can provide an exact cut list and CNC‑ready hole maps for your sheets.